


真空腔体加工的注意事项
焊接是真空腔体制作中的环节之一。通常采用弧焊来完成焊接,可避免大气中熔化的金属和氧气发生化学反应而影响焊接质量,弧焊是指在焊接过程中向钨电极周围喷射保护气体气,以防止熔化后的高温金属发生氧化反应。
超高真空腔体的弧焊接,原则上必须采用内焊,即焊接面是在真空一侧,以免存在死角而发生虚漏。真空腔体不允许内外双重焊接和双重密封
个大气压在1cm2的面积上产生约1kgf的压力,对直径20cm的法兰来讲,就是1t的压力。圆筒或球形的腔体,由于构造的特殊性使得压力分散,腔体的壁厚2~4mm就不会变形。
但是,对于方形腔体,侧面的平板上要承受上吨的压力,必须通过增加壁厚或设置加强筋,才能防止变形。






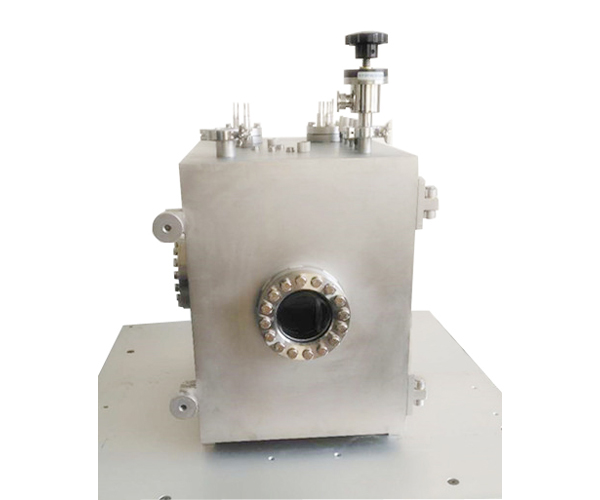
真空腔体
化学抛光化学抛光是让材料在化学介质中表面微观凸出的部分较凹部分优先溶解,从而得到平滑面。这种方法的主要优点是不需复杂设备,可以抛光形状复杂的工件,可以同时抛光很多工件,。化学抛光的问题是抛光液的配制。化学抛光得到的表面粗糙度一般为数10μm。喷丸喷丸即使用丸粒轰击工件表面并植入残余压应力,提升工件疲劳强度的冷加工工艺。

真空腔体
真空腔体的内壁表面吸附大量的气体分子或其他有机物,成为影响真空度的放气源。为实现超高真空,要对腔体进行150—250℃的高温烘烤,以促使材料表面和内部的气体尽快放出。烘烤方式有在腔体外壁缠绕加热带、在腔体外壁固定铠装加热丝或直接将腔体置于烘烤帐篷中。比较经济简单的烘烤方法是使用加热带,加热带的外面再用铝箔包裹,防止热量散失的同时也可使腔体均匀受热。




 京公网安备 11011402012516号
京公网安备 11011402012516号 在线客服
在线客服 400-188-1915 / 185-1082-6675
400-188-1915 / 185-1082-6675 bjkcvac@sina.com
bjkcvac@sina.com


